 Thailand
Thailand
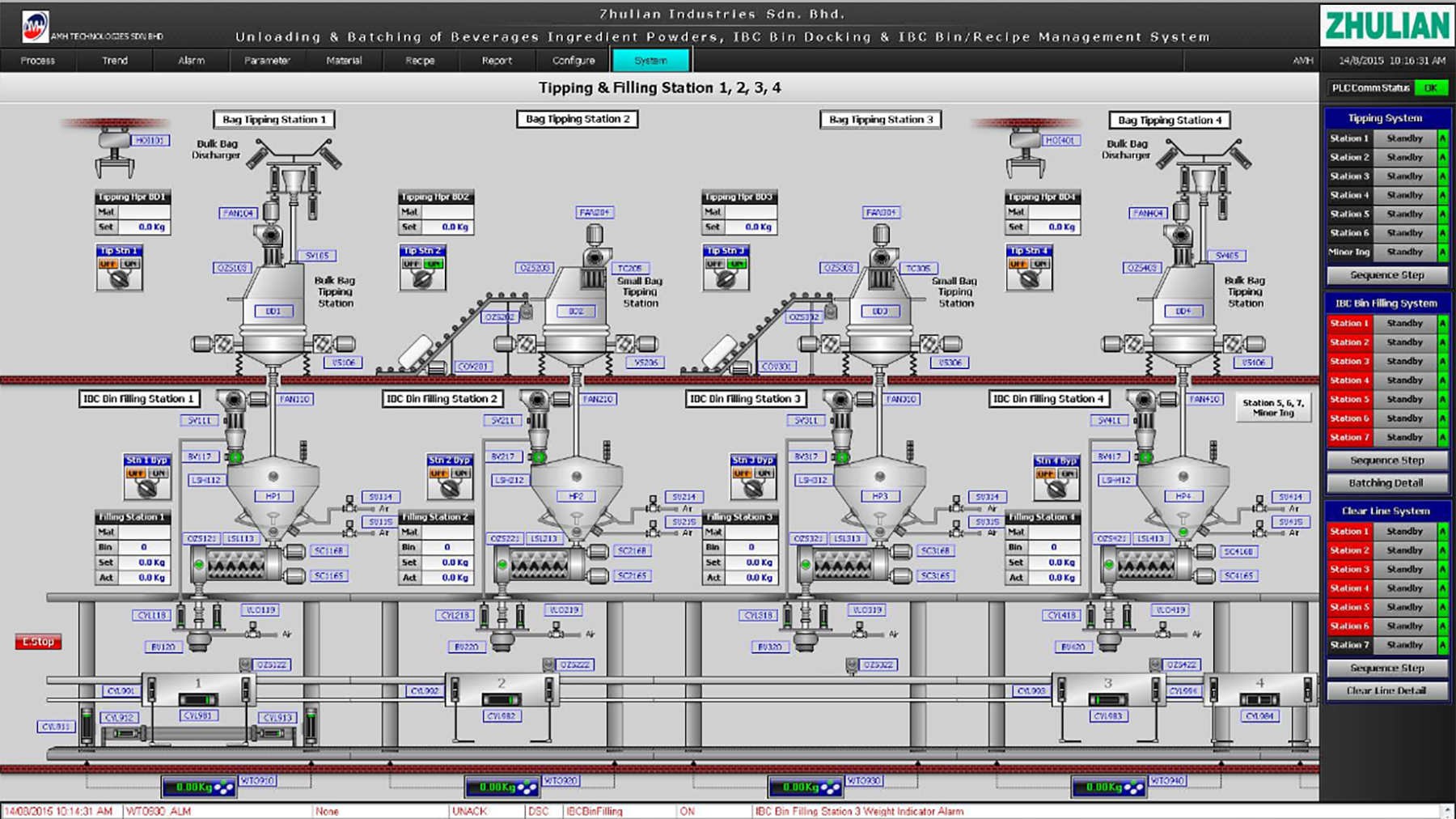
What is SCADA — and why it matters for Food & Beverage (F&B)
SCADA is an industrial control system that gathers data from sensors and equipment (e.g. temperature, pressure, flow, batch counters) across a plant, processes that data, and presents it in real‑time to operators. In F&B manufacturing — where processes often include mixing, cooking, heating, cooling, packaging, cleaning, CIP (clean‑in‑place), and batch operations — SCADA helps ensure each step is monitored, controlled, and recorded, reducing reliance on manual checks. SCADA also enables automation of routine tasks (e.g. triggering CIP cycles, controlling valves/pumps, managing recipe execution), which helps improve efficiency and reduce human error.

Key Benefits of SCADA in Food & Beverage Production
| Benefit | What it does for F&B manufacturing |
|---|---|
| Consistent Product Quality & Recipe Control | SCADA enables automated recipe management, ensuring every batch uses correct ingredient ratios, processing times, temperatures, etc. This ensures uniform flavour, texture, and appearance across batches. |
| Real‑Time Monitoring & Control | Sensors report live data (e.g. temperature, pressure, flow rate). If any parameter deviates outside predefined limits, SCADA triggers alarms or automatic corrective actions, preventing off‑spec products. |
| Traceability & Compliance / Audit‑Ready Records | Every batch, production step, ingredient lot, operational change can be tracked and logged — enabling traceability, easy audits and compliance with food‑safety standards. |
| Reduced Downtime & Predictive Maintenance | By monitoring equipment status (pumps, valves, agitators, conveyors), SCADA helps detect anomalies early and schedule maintenance proactively, reducing unplanned stoppages. |
| Improved Efficiency, Resource & Energy Savings | SCADA enables optimized use of utilities (water, steam, energy), ingredient handling, cleaning cycles, and packaging operations — reducing waste, over‑fills, overuse of utilities, and lowering production costs. |
| Centralised Monitoring & Remote Access | Operators can monitor and control multiple production lines, even remotely, from a central interface. This simplifies operations management and helps quickly respond to issues. |
Typical SCADA Use‑Cases in an F&B Plant
Here are some of the common applications of SCADA in food/beverage manufacturing:
- Batch processing & recipe management — e.g. mixing sugar syrup, heating to correct temperature, timing, cooling, then transferring to storage or packaging. SCADA ensures consistency across batches.
- Packaging lines control — monitoring filling, capping, labelling, sealing; SCADA triggers alarms if packaging parameters deviate, avoids underfill/overfill or packaging faults.
- Clean‑in‑Place (CIP) / sterilization / sanitation cycles — automated scheduling and monitoring of wash, rinse, sterilization cycles; critical for hygiene and compliance.
- Quality control monitoring — real‑time tracking of temperature, pH, moisture (where applicable), ensuring product safety and consistency.
- Traceability and Batch Logging — logging every step: raw-material lots, process parameters, operator actions — supporting recall traceability, audits and regulatory compliance.
- Energy & Utility Management — tracking and optimizing usage of water, steam, electricity, reducing wastage and cost, especially important for large continuous operations.
What SCADA Means for Companies like AMH & Your Clients
Given that your company (AMH) deals with processing equipment (mixers, storage tanks, conveying systems, etc.), integrating SCADA can provide these competitive & operational advantages:
- Ensure consistent, high‑quality output (especially critical when producing consumables like sugar, syrup, powder mixes) — helps deliver to clients with confidence.
- Offer traceability / audit‑ready solutions, a must in food, pharmaceutical, chemical industries — gives clients the transparency they need.
- Provide efficiency, less waste, lower energy/useful resource costs — reduces total cost of ownership of equipment, making AMH’s solutions more attractive.
- Enhanced automation & reduced manpower dependency — one operator can monitor multiple lines; remote monitoring possible — helps clients run leaner.
- Ability to scale & adjust recipes / batches — ideal for clients with varying product SKUs or batch sizes.

